
石膏脱水困难是湿法脱硫装置普遍存在的问题,严重时影响其正常产出和商业应用。结合某电厂实际生产中出现的案例,对湿法脱硫石膏脱水困难的原因进行了分析,表明锅炉投油稳燃、入口烟尘浓度、浆液密度、浆液氧化程度、浆液中杂质含量、石膏脱水系统及废水处理系统设备的运行均影响石膏脱水的效果,并提出了一系列控制措施。
石灰石-石膏湿法脱硫(wetfluegasdesulfurization,WFGD)是世界范围内烟气脱硫的主流技术。该技术以石灰石(石灰)作为吸收剂吸收烟气中的SO2,经过一系列反应生成副产物石膏。随着湿法脱硫技术的不断推广,其副产物石膏的排放量也与日俱增,预计2020年我国脱硫石膏的排放量将达到1亿吨。脱硫石膏具有广泛的商业用途,商业上对脱硫石膏的要求是:颗粒度在100μm左右,含水率10%,纯度高。然而,在实际调研中发现很多电厂一定程度上均存在石膏脱水困难的问题,影响其质量及商业应用。本文将结合某电厂实际生产中出现的案例,对造成石膏脱水困难的主要影响因素进行分析并提出控制措施。
一、设备概况
某电厂一期为2×330MW亚临界燃煤机组,同步建设脱硫装置。烟气脱硫采用石灰石-石膏湿法脱硫工艺,一炉双塔,设置增压风机,吸收塔浆液搅拌采用脉冲悬浮方式,石膏脱水利用石膏旋流器和真空皮带脱水机。机组在近两年的运行中多次出现石膏脱水困难的情况,石膏含水率一直偏高,落入石膏库的石膏团结成块状,严重时甚至出现石膏成稀泥状无法脱水成型的情况,而正常石膏脱水后较为松散,颗粒分明。
二、石膏脱水困难原因分析
1、锅炉投油稳燃及入口烟尘浓度的影响
(1)锅炉投油稳燃
燃煤发电锅炉在启动、停运、低负荷稳燃及深度调峰阶段由于设计、燃煤等原因均需耗用大量的燃油助燃,由于工况运行不稳定、锅炉燃烧不充分,会有相当一部分未燃尽的油污或油粉混合物随烟气进入吸收塔浆液内,在吸收塔内强烈的扰动作用下,极易形成细碎的泡沫,在浆液表面大量聚集。表1为该电厂吸收塔浆液表面泡沫的成分分析。
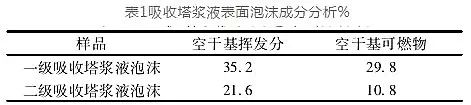
油污在浆液表面聚集的同时也有一部分在搅拌、喷淋等相互作用下快速分散在吸收塔浆液内,并在浆液中石灰石、亚硫酸钙等颗粒表面形成一层薄薄的油膜,对石灰石等颗粒形成包裹,阻碍石灰石的溶解和亚硫酸钙的氧化,进而影响脱硫效率和石膏的生成。含油的吸收塔浆液通过石膏排出泵进入石膏脱水系统,由于油污及未完全氧化的亚硫酸产物等的存在,容易造成真空皮带机滤布空隙的堵塞,进而导致石膏脱水困难。
(2)入口烟尘浓度
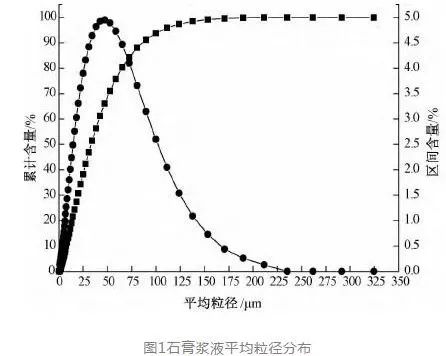
湿法脱硫吸收塔具有一定的协同除尘效果,其除尘效率可达到70%左右。该电厂设计除尘器出口(脱硫入口)烟尘浓度20mg/m3,出于节能减少厂用电考虑,除尘器出口实际控制烟尘浓度在30mg/m3左右,过多的烟尘进入吸收塔依靠脱硫系统的协同除尘作用进行脱除。经电除尘净化后进入吸收塔的烟尘粒径绝大部分小于10μm,甚至小于2.5μm,远远小于石膏浆液的粒径。图1为该电厂石膏含水率正常时排出石膏浆液中的平均粒径分布,86.9%的物质粒径在10μm以上,69.2%的物质粒径在20μm以上。烟尘随石膏浆液进入真空皮带机后同样堵塞滤布,导致滤布透气性能变差,石膏脱水困难。
2、石膏浆液品质的影响
(1)浆液密度
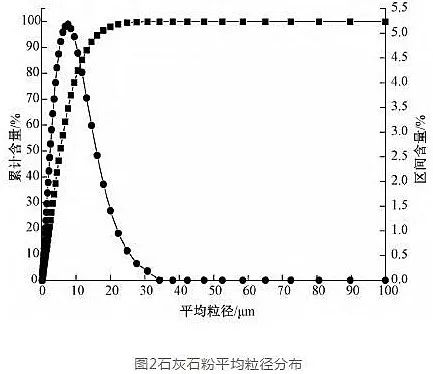
浆液密度的大小说明了吸收塔中浆液的密集程度,若密度过小,说明浆液中CaSO4含量较低,CaCO3含量较高,直接造成CaCO3的浪费,同时由于CaCO3颗粒较小,易导致石膏脱水困难;若浆液密度过大,则说明浆液中CaSO4含量较高,较高的CaSO4会阻碍CaCO3的溶解,抑制SO2的吸收,CaCO3随石膏浆液进入真空脱水系统同样影响石膏的脱水效果。湿法脱硫双塔双循环系统,为了充分发挥其优势,一般一级塔pH值宜控制在5.0±0.2范围内,浆液密度控制在1100±20kg/m3范围内,而实际运行中该厂一级塔浆液密度在1200kg/m3左右,高时甚至达到1300kg/m³,始终控制较高。图2为该电厂制浆用石灰石粉平均粒径分布,81.0%的物质粒径在10μm以下,小于正常石膏的物质粒径,浆液密度高时其CaCO3易造成石膏脱水困难。
(2)浆液强制氧化程度
浆液强制氧化是向浆液中通入足量的空气,使亚硫酸钙氧化为硫酸钙反应趋于完全,氧化率高于95%,保证浆液中有足够的石膏品种用于晶体成长,若氧化不充分,则会生成亚硫酸钙与硫酸钙的混合晶体,造成结垢现象。浆液强制氧化程度取决于氧化空气量、浆液停留时间、浆液搅拌效果等因素,氧化空气量不足、浆液停留时间过短、浆液分布不均、搅拌效果不佳等均会造成塔内CaSO3·1/2H2O含量过高。
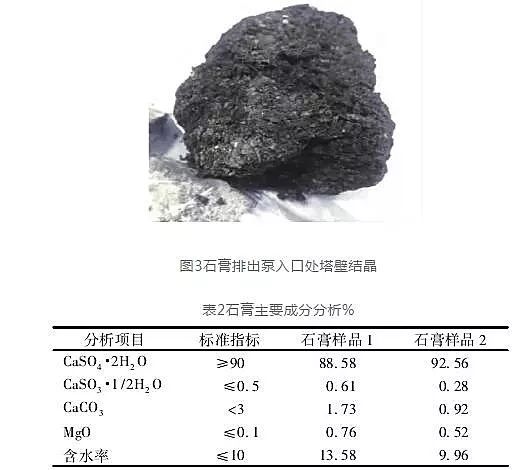
图3为该电厂一级吸收塔石膏排出泵入口处塔壁的结晶物,由于吸收塔浆液脉冲悬浮母管断裂,导致塔内浆液搅拌不充分,局部区域内亚硫酸钙氧化不足,生成混合结晶体Ca(SO3)0.8(SO4)0.21/2H2O即CSS垢,其脱硫石膏与运行正常期间石膏对比见表2。可见,由于局部氧化不足,浆液内CaSO3·1/2H2O含量明显偏高,导致石膏脱水困难,含水率也较高。
(3)浆液中的杂质含量
浆液中的杂质主要来源于烟气和石灰石,这些杂质在浆液中形成杂质离子,影响石膏的晶格结构。烟尘中不断溶出的重金属会抑制Ca2+与HSO3-的反应,浆液中的F-和Al3+含量较高时会生成氟铝络合物AlFn,覆盖在石灰石颗粒表面,造成浆液中毒,使脱硫效率降低,细小的石灰石颗粒夹杂在未完全反应的石膏晶体中,使石膏脱水困难。浆液中的Cl-主要来自烟气中的HCl和工艺水,工艺水中的Cl-含量相对较少,因此浆液中的Cl-主要来自烟气携带。当浆液中存在大量的Cl-时,Cl-会被晶体包裹,并于浆液中存在的一定量的Ca2+结合生成稳定的CaCl2,将一定量的水留在晶体内,同时浆液中一定量的CaCl2会留在石膏晶体之间,堵塞晶体之间游离水的通道,造成石膏含水率升高。
3、设备运行状况的影响
(1)石膏脱水系统
石膏浆液通过石膏排出泵送至石膏旋流器进行一级脱水,底流浆液浓缩到含固量达到50%左右时自流到真空皮带机进行二级脱水。影响石膏旋流器分离效果的主要因素有旋流器入口压力和沉砂嘴尺寸。旋流器入口压力过低,则固液分离效果变差,底流浆液含固量较少,影响石膏的脱水效果,导致含水率升高;若旋流器入口压力过高,则分离效果较好,但影响旋流器的分级效率,同时对设备的磨损较严重。沉砂嘴尺寸过大,同样会造成底流浆液含固量较少,颗粒物较小,影响真空皮带机脱水效果。
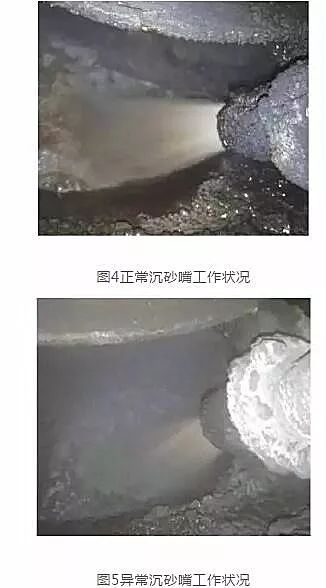
该电厂正常石膏脱水时要求石膏旋流器入口压力为0.17MPa,而实际运行中旋流器入口压力介于0.08~0.14MPa,与运行要求值相比偏低,且入口压力波动较大,图4、图5分别为该厂石膏旋流器运行正常与异常的沉砂嘴工作状况,异常沉砂嘴喷射出的浆液形状不满足固液分离线型的要求,旋流子及沉砂嘴存在磨损及堵塞,实测底流浆液含固量仅有30%~40%。影响真空皮带机脱水效果的主要因素有真空度、滤布透气性及滤饼厚度。真空度过高或过低都会影响石膏脱水效果,真空度过低,则对石膏中水分的抽吸能力降低,石膏脱水效果变差;真空度过高,则滤布空隙可能存在堵塞或皮带存在跑偏,同样导致石膏脱水效果变差。
在同样的工况条件下,滤布的透气性越好,则石膏的脱水效果越好;滤布的透气性差,过滤通道被堵塞,则石膏的脱水效果变差。滤饼厚度对石膏脱水同样有显著影响,皮带机转速降低时,滤饼厚度增加,真空泵对滤饼上层的抽吸能力减弱,导致石膏含水率升高;皮带机转速升高时,滤饼厚度减薄,容易造成局部滤饼漏气,破坏真空,也会导致石膏含水率升高。
(2)脱硫废水处理系统
脱硫废水处理系统运行不正常或废水处理量小均会影响脱硫废水的正常外排,长期运行下烟尘等杂质不断进入浆液,浆液中重金属、Cl-、F-、Al-等不断富集,导致浆液品质不断恶化,影响脱硫反应的正常进行、石膏的生成以及脱水。以浆液中的Cl-为例,该电厂一级吸收塔浆液中Cl-含量高时达到22000mg/L,石膏中的Cl-含量达到0.37%。浆液中的Cl-含量在4300mg/L左右时,石膏的脱水效果较好,随着氯离子含量的升高,石膏的脱水效果逐渐变差。
三、控制措施
1、加强锅炉运行燃烧调整,减少锅炉启停阶段或低负荷运行时投油稳燃对脱硫系统的影响,控制浆液循环泵的投运数量,减少未燃尽油粉混合物对浆液的污染。
2、从对脱硫系统长期稳定运行和整体经济性方面考虑,加强除尘器运行调整,采用高参数运行,控制除尘器出口(脱硫入口)烟尘浓度在设计值以内。
3、对浆液密度、氧化空气量、吸收塔液位、浆液搅拌装置等进行实时监控,确保脱硫反应在正常条件下进行。
4、加强石膏旋流器和真空皮带机的维护和调整,控制石膏旋流器入口压力和皮带机真空度在合理范围内,对旋流子、沉砂嘴和滤布定期检查,确保设备在最佳状态下运行。
5、确保脱硫废水处理系统正常运行,脱硫废水定期外排,减少吸收塔浆液中的杂质含量。
石膏脱水困难是湿法脱硫装置普遍存在的问题,其影响因素众多,需要从外部介质、反应条件及设备运行状况等多个方面进行综合分析及调整。深入了解脱硫反应机理和设备运行特性,合理控制系统主要运行参数,才能保障脱硫石膏的脱水效果。











我要评论